Ϋ��³ʢ����ˮ�����豸����˾
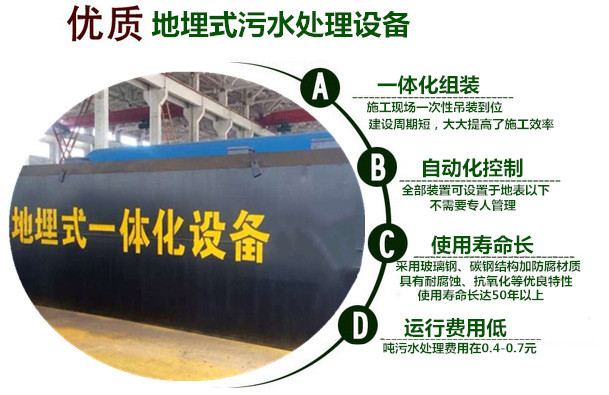
С��һ�廯��ˮ�����豸
��˾��Ӫ��һ�廯��ˮ�����豸������ʽ��ˮ�����豸��������ˮ�����豸��ҽԺ��ˮ�����豸������������ҩװ�á��������ȷ���������������ˮ�����豸�ȵȡ�
�豸�ͺ���ȫ���۸�*�ͣ�ȫ������������ά����������䡢��װ�����ԣ���ô�õ��豸�����ڵ�ʲô�����������ѯ�ɣ�����
ȱ��—����һ��ʽ���������˳�
ȱ��—����һ��ʽ���������˳ؽ����ﴦ���е�ȱ���κͺ������л��ؽ������,����ȱ�����з��������ķ���������ʵ���ѵ�����,���ú������к��������л���Ⱦ���ʵĸ�Чȥ������ʵ�ֶ��л���Ⱦ���ȥ��,���и��ɸߡ���ˮˮ�ʺá�ռ��ʡ���ŵ㡣���о���Ҫ̽�����ڲ�ͬ��ˮ��������ȱ��—����һ��ʽ���������˳ضԸ�����Ⱦ���ʵ�ȥ��Ч��,Ϊʵ�ʹ����ṩ�ɿ�����Ʋ�����ȱ��—��������һ��ʽ�����˳ض�������ˮ�������õĴ���Ч����ԭˮˮ������Ϊ1.1 m/h��������Ϊ2,ϵͳ����ˮ��Ϊ4��1��5��1��6��13�������¶�SS��ȥ���ʾ���88%����,��COD��ȥ���ʴ���75%,��BOD5��ȥ���ʴ���90%,������ȥ���ʱ仯�ϴ�,��������ˮ�����ȶ��شﵽ���Ҷ����ŷű���ȱ��—��������һ��ʽ�����˳ؾ������õ�������������Ч����
���յ�չ��
��Ȼһ�廯��ˮ����������Դ�ͳ��ˮ���������кܶ����ƣ����ҽ�������Ӧ�ú��о�������Ҳ���˽ϴ�ķ�չ�����ù��ղ������ƣ���������������ȱ��Ͳ��㣬��Ҫ��һ���о��������ԸĽ���������о�����ɷ�Ϊ���¼���:
(1)���˷����������ͼ�Ъ������ȱ�㡣����SBR�������ڲ��ü�Ъ��������
��ͳ���յ���������ʹSBR���վ����˺ܶ���ص����ƣ�����ˮ����ˮ�ķ��ž���Ҫ�Զ��л�Ƶ�������Զ�������Ҫ��ߣ����й�������;����������������գ����Ʊ��ƻ�SBR���յ�����ij�����������ˣ��б�Ҫ���˱ȽϷ����������з�ʽ��ʵ�ʲ�����Ӱ�죬�Ӷ�ָ�����յĸĽ�;
(2)������㷺����ˮ����Ҫ��Ŀǰ�������һ�廯��ˮ���������ݻ����ɽ�
�ͣ��������ڴ������ʽ��ȶ��ģ���Ⱦ��Ũ�Ƚϵ͵ij���������ˮ���������ŷ����������Ⱦ��Ũ�ȸ��ߵĹ�ҵ��ˮ�����ܴﵽ�ܺõĴ���Ч��;
(3)ʵ�ָ��õ��ѵ�����Ч����������ߵ���ˮ�ŷű���ͨ���Է�Ӧ���ṹ���Ż������й����ĺ�����ơ���Ӧ�����ĵ��ںͿ��Ƶȷ����һ�����о�������ʹһ�廯��ˮ���������ڱ�֤�л����ɵĸ�ȥ���ʵ�����£�ͬʱ�ﵽ��Ч���ѵ��ͳ���Ŀ�ģ�����Ӧ�����ϸ����ˮ�ŷű���
�豸��Ҫ��������������Ҫ��
һ�廯��ˮ����ϵͳ��е�ṹ���弼��Ҫ��
1�������豸�ڳ��ڽϵ͵ĸ��������£�BOD5≤50ppm��SS≤100ppm�����ˮˮ��ҲӦ��ȫ����Ҫ��
2�������豸�н�ǿ�Ŀ������������������ˮ�����ﵽ*���������ҽ�ˮˮ�ʴﵽ����ָ��ʱ���Ա�֤��ˮˮ�ʡ�
3���������ݽ���ˮˮ�ʡ�ˮ��Ҫ�������ﴦ������Ϊ�����������������ϵͳ�����������õĹ������̺��豸�dz���ɿ����ɶ������ʵ��֤���������һ�ʡ����Ȩ�����ŵļ��������ġ����������ٰ����������ء����ﴦ����Ԫ�����ٰ����������������ء������ء�����صȡ�
4������ش���ʱ��Ϊ300�졣
5������ϵͳ�������е��ԣ�ϵͳͣ�˺�ɲ�������ֱ��Ͷ�ˡ�
6��������ˮһ�廯����ϵͳ�ķ�������У������л�е�豸���в�����һ����Ԫ�ڱ������й��������������豸�����ڸ������豸���ڡ��õ�Ԫ�������йع涨����㹻��ͨ����ʩ�������б�����ֱͨ�����Ѳ�Ӽ���ͨ�����������ݣ������ݵĽǶȲ�����45º���豸����Ӧ�������С�ά����Ա�IJ��������������豸�����㹻�Ĺ���װ�����С������õ��˿ס����ݡ���ͨ����
7��ϵͳ����������ת����е�豸����ˮ�á�����ȣ������õ�����ҵ����������һ�ʡ�����������ʲ�Ʒ�ƺš�ˮ�á��������������ָ����������йع涨����������Ӧ�ķ�������ʩ��������ڲ���˫����������������ھ�������1.5m��Χ≤80dB��
8��������м������ã����У���2̨��1��1����
9��ϵͳ������綯�������е��������豸���з�����ʩ��
10�����ﴦ��ϵͳ�ڵ�����ѡ����Ĥ������Ĥ�����ʡ���ǿ�ȡ�����ʴ����϶�ʸߵĵ������ϡ�
11�������ز�������ʽ�Ӵ������أ����������ϴװ�á�
12��һ�廯��ˮ����ϵͳҪ������Զ����ֶ������ܣ���ʵ������ֵ�ࡢȫ�Զ��������С������Ŀ���ϵͳ�ɸ��ݴ�����ˮ�ص�ˮλ��ͣ��ѹ��ˮ���Լ��������ķ�������й��豸��ʹ��ˮˮ�ʴﵽҪ�������������������˹���ȡ��������������ˮ������ѹ���ŷŵ������С��������ѹ�ÿ��������У���ʱ�Զ��������������豸�������ⱨ����Һλ���ߡ��������ⱨ���������Զ�˯�����У��߸����Զ����������С�
13����ѹ��ˮ�ò��ò���ֲ��ʵ�DZˮ�á�
14���ְ�ĺ����ϸ�ִ�С����ӱ���GB9850-80�е��йع涨������Ӧ�����������������ʩ���������ܵij�Ĥ��Ȳ�С��450um��
15������Ӧ��ϸ˵������Ĺ����ص㣬���ܱ�֤���豸��Ҫ���ʡ��������������Ӧ�ṩ�����豸����ơ����졢�����*����
16�����д���װ�ò��ʵ�ѡ���ʺ������涨�����ͽ���Ҫ��
����ԭ��
��ˮ�е���Ⱦ���Ϊ�ܽ����л���ͷ��ܽ������ʣ���ss�����ܽ����л�����һ�������£�����ת��Ϊ���ܽ������ʣ���ˮ�����ķ���֮һ���Ǽ����������������ʹ���ܽ����л���ת�ﻯΪ���ܽ������ʣ��ٽ�ȫ����ַ��ܽ������ʣ���ss��ȥ���Դﵽ������ˮ��Ŀ�ģ���ȥ��ss����Ҫ�����������������ķ�����
����ҩ��Ӧ�����ˮ���������Ļ���������ͷź������ˮ��ϽӴ���ʹ������ճ����ϸ�����ϣ�Ȼ����������������������������������¸���ˮ���γɸ������²����ˮ����ˮ��������ˮ�غ�һ���ֻ���������ʹ�ã�ʣ����ˮͨ��������������������ˮ���ϵĸ������۵�һ������Ժ��ɹ�ĭ����������������غ��ų���
ע������ճ�ά��
1����������ѹ�����������ó���0.6MPa
2����ˮ�á���ѹ������ĭ��Ҫ���ڼ�������һ���ѹ�������¼�һ���ͣ����껻һ���͡�
3����������������ˮ�����ҩ������Ч�������롣
4�����ڼ���������ϰ�ȫ���Ƿ����ɿ���
5���ͷ�����������ʱ���ɴ���շ���ʹ�ͷ�����Ƭ������ˮʹ��������ϴ�����������ϴ��Ȼ��رմ˷����÷���һ��ֻ���10-20�롣
�����Ļ���ԭ��
1�������������ϸ��������� �渺�ɵĹ�ϵ
ճ�����ݵ�������ˮ���ϸ�ʱ���ں���Ͻ��ܵ�����G����F��������Ӱ�졣���������ϸ� ʱ���ٶ���ţ�ٵڶ����ɿɵ������ϸ��ٶ�ȡ����ˮ�ʹ����������ܶȲ����������ֱ����������ֱ�����Լ�ˮ���¶ȡ���̬�����������������������ռ����Խ ��������������ܶȾ�ԽС����������ֱ������Ӧ�������ߵ����ֱ仯��ʹ�ϸ��ٶȴ����ߡ�
Ȼ��ʵ��ˮ���У��������� ��С��һ�������������Ҳ���ϱ仯��ͬʱ�������������������仯���Ӷ������γ�����ϸ��ٶ�Ҳ�ڲ��ϱ仯�������ϸ��ٶȿɰ���ʵ��ⶨ�� ���ݲⶨ���ϸ��ٶ�ֵ����ȷ �������ı��渺�ɡ����ϸ��ٶȵ�ȷ������ݳ�ˮ��Ҫ��ȷ����
2��ˮ������������ճ��
��ǰ������������������ˮ ����Ⱦ�����Ҫ������������������ͼ�������Ӧ��������Ϳ������塣�������������ݶԻ�������Ϳ�������Ľ�Ͽ��������ַ�ʽ�������ݶ��У����ݹ�Я ��������������Ȼ������֮��Ĺ�Я��ճ������ǿ�����������������������壩��ϵ��ι̶̳����������������������״�йأ�����Ҫ����ˮ������������ �������ʵ�Ӱ�졣ˮ�л��Լ��ĺ�����ˮ�е�Ӳ�ȣ��������Ũ�ȣ��������ݵ�ճ��ǿ���������е���ϵ���������еĺû��ʹ��и����Ĺ�������ʵ��Ӧ��������� ��ˮ�ʡ�
3.ˮ�����ݵ��γɼ�������
�γ����ݵĴ�С��ǿ��ȡ�� �ڿ����ͷ�ʱ������;������ˮ�ı���������С�������������Ǵ�С��ȷ����෴���ֱ������ڱ������Ӵ����ֵ�һ�������������÷���������Һ�����С���
��1�����ݰ뾶ԽС���������ܸ� ��ѹǿԽ�����ڿ������Ӷ�����Ĥ����ײ����ҲԽ�ࡢԽ���ҡ����Ҫ����ȶ���ϸ�ݣ�����Ĥǿ��Ҫ��֤��
��2������С�����ٿ죬��ˮ��� �Ŷ�С������ײ�����������ҿ��������ݺ�������ײ���ʡ�����������ԽϸԽ�ã����ݹ�ϸӰ���ϸ��ٶȣ���������صĴ�С������ۡ�����Ͷ��һ�����ı���� �Լ�������Ч����ˮ�ı�������ϵ������ǿ����Ĥ�ζȣ�rҲ��С��
��3����ˮ��Ͷ�Ӹ��ܽ������Σ���ʹ����Ĥ�ζ���������ʹ�����������ѻ�
��ˮ����ϵͳ�Ĺ���Ҫ��
��ˮ����ϵͳ����Ҫ��������ɶԳ�����ˮ�ľ��������ã����������ų�����ˮͨ����ϵͳ������������Ϲ��ұ���ˮ�ʡ�������������ҵ��ˮ����������Ȼ������Ѹ�ٷ�չ�������ͺ��ڳ��з�չ����Ҫ����ҵ��ˮ�����ʵ͡��豸��ת�ʵ͵�*��Ӱ���˳��з�չ��Ϊʵ�ֹ�ҵ��ˮ���������ļ��ס���Ч�����ܺĵĹ��ܣ�����ʵ���Զ����Ŀ��ƹ��̣�����PLC��Ϊ���Ŀ������Ǹ��Ϻõķ�����
PLC��Ϊ��ҵ��ˮ����ϵͳ�Ŀ���ϵͳʹ����ƹ��̱�ø��Ӽ���ʵ�ֵĹ��ܱ�ø��ࡣ������˻������ͨ�ſ����PLC����ϵͳ�ļ��ӣ�ͬʱʹ�û���ͨ���������湦�ܿ���PLCϵͳ������PLC��CPUǿ�������ͨ��������ʹ�ù�ҵ��ˮ����ϵͳ�����ݴ�����ͨ�ű�ÿ��ܣ�����Ҳ��ʵ����Զ�̼�ء�
����PLC��Ϊ�������Ĺ�ҵ��ˮ����ϵͳ��Ҫ�漰�������棺һ���ź����룻���ǿ�������źš�
1���ź�����
��ҵ��ˮ����ϵͳ�ź������ⷽ����Ҫ�漰�����źŵļ�⣬��Ҫ��������ť�������⡢Һλ��������⡢Һλ�ߵ͵������⣬�Լ��������к������������⡣
��1����ť�����⡣�����Ϊ�˹���ʽ���Ƶ������⣬��Ҫ���Զ���ť���ֶ���ť����դ��������ť�����ۻ�������ť��DZˮ��������ť��DZˮ�����������ť����������ð�ť����������Ƶ����Ƶ��ť���Լ���Ƶ���ټ��ٰ�ť�ȡ�
��2��Һλ�������⡣����ϸ��դ����Һλ������������ۻ���������ֹͣ��
��3��Һλ�ߵ������⡣����ˮ�÷�����������÷���Һλ�ĸߵͣ���������DZˮ�û���������õ�������ֹͣ���Լ�Ͷ�����е�DZˮ�õ�������
��4�������������⡣�������ֶ�Ϊ���������룬������Ϊģ�������롣���������ǹ�ҵ��ˮ����ϵͳ��*��Ҫ�Ļ��ڣ�Ϊ�˱�֤��������Ҫ����������������ˮ�еĺ���������ͨ�����������ӻ�����京������ͨ�����ܽ������������ʵ�λ���ϣ������ֵ������PLC�У�ͨ���������������������ת���źš����ܽ���ֵƫ��ʱ������������ֽ��Ч�����ӳ��˴���ʱ�䣬����ʱ�������´���ʧЧ�������Ҫ����������ת�������ӹ����������ܽ���ֵƫ��ʱ���������������������������ԣ�Ҳ�����ڴ�������˼�С������ת���Լ��ٹ�������*��ʹ��ˮ�е��ܽ���������һ���ķ�Χ�ڡ�
2����������ź�
�ź����������Ҫ�����������棺һ����������������������豸�ĽӴ���������һ����ģ�������������������������Ƶ����
��1����������������Ƹ����豸��������ֹͣ����������դ����ͣ�����ۻ���ͣ��DZˮ����ͣ��DZˮ��������ͣ����������õ��豸��
��2��ģ�������ͨ��PLC��PID���������ݣ�ͨ���书��ģ����������źţ��ÿ����ź����뵽��Ƶ���Ŀ��ƶ����ϣ��ı��Ƶ�������Ƶ�ʣ��Ӷ�������������ת�٣�*��ﵽ������ˮ�к�������Ҫ��
���������ز������
��������ϵͳ��Ҫ��������������£���ˮ�е��л���ͨ�����������������������������ԭ���̣��Ѵ���ӵ��л��������ֽ�Ϊ������Ӷ��ﵽ������ˮ��Ŀ�ġ�
1 ���ݾ���������������������ڽ�������
2 ��������Ӧͨ���������ฺ�ɡ������������Ũ�ȵȷ�ʽ���й��տ��ơ�
3 �����س��ڵ��ܽ���ֵ��Ϊ2mg/L��
4 Ӧ�����۲�������������ࡢ����Һ���ȡ�������ɫ��״̬����ζ�ȣ�����ʱ���Ժͼ��㷴ӳ�������Ե��й���Ŀ��
5 ��ˮ�¡�ˮ�ʻ����������з�ʽ�仯���ڳ�����������������͡������ϸ��Ȳ���������Ӧ����ԭ����Ծ������������ϵͳ���й�������ȡ�ʵ���ʩ�ָ�������
6 ��������ˮ�µ�ʱ��Ӧ��ȡ�ʵ��ӳ�����ʱ�䡢�������Ũ�ȡ������������������������֤��ˮ�Ĵ���Ч����
7 �����ز�����ĭ����ʱ��Ӧ������ĭ��ɫ����ԭ��ȡ��Ӧ��ʩ�ָ��������������������ˮ�ã��������ݼ���
8 ��������������������ڼ�Ӫ������һ�㰴BOD5��N��P=100��5��1����Ͷ��Ӫ��Դ��NԴ Ϊ���أ�PԭΪ�����ƻ���������ơ�
�����ز������
1 ��ʱѲ�ӳ����صij���Ч�����ˮ�Ƕȡ�����߶ȡ�������������״̬��ˮ�渡���������ȣ������ܵ��������������װ���Ƿ����������߳����Ƿ���ȣ��߿��Ƿ����ض�����������ˮ����ˮ���ڽ������PƯ���
2 �����������������ʱ�估ʱ�ų����࣬һ�����ʱ��Ϊ2—4Сʱ�����÷��ſ��ƻ�����������ʣ�������������Ũ���أ����ƺû��������뾻������ı������������������ŷ����ɸ�����������ȡ����Һ����Ũ�ȼ����γ���������߶�ȷ����
3 �۲�����س�ˮˮ�ʣ�������������������Ư������
4 ����������Һ�ĺ��һ��Ϊ0.5—0.7�����ҡ�
���η�Ӧ�ز������
����ˮ��ˮλ����γ�����ˮλ��ƽʱ������ˮ�ý�ˮ������������أ�������ˮ���룬����ˮ����ˮλ������ص�10cmʱ��ֹͣ���бá�ͨ����ڵĿ����ܷ���ʼ�տ�����ʹ����ˮ���ڽ���״̬��
���˷���ϴ���ղ������
������Ҫ�Ǵ����ﻯ������������ˮ�в�����CODCr��BOD5��С��SS�ɷּ��ϳ�ϴ�Ӽ��ȡ����˲��ö���ʯΪ�ײ�֧�����ϣ�ʯӢɰΪ�м䲿�֣�����̿Ϊ�ϲ����ϡ����ڹ��˲�������һ��ʱ��������������ͺ��������ñ��Ӷ����³�ˮˮ�ʱ���˾�Ҫ���з���ϴ�������ϻָ����ԡ�
1 �رչ��˳ض�����ˮ���ż��ײ���ˮ���ţ�����ϴ��ˮ���š�
2 ��������ϴ�ã�����ϴ12���ӡ�
3 �رշ���ϴ�ã����˳ض�����ˮ���ż��ײ���ˮ���ţ��رշ���ϴ��ˮ���ţ�����ϴ������
�豸��ά����
���豸ά���������� ������е�豸�����������ơ����ܡ�ͼֽ���ļ����������ڡ��������ݡ�ά��¼�ȡ���ֻ�е�豸������ά���ƶȡ��ƶ���е�豸�ļ���̣�����ļ����������ij��������յȡ�������Ʒ�������ƶȡ�
���豸ĥ����ά��
A���豸ĥ����� �豸�ڳ���ʹ�ù��̻��������ĥ��һ��������ĥ��ָʹ�ù������ɻ�е���������Ħ��������ģ��ڶ����Ǽ���ĥ�������������������ԭ����ʹ�豸���ϣ�������ʹ�ã������ѧ�����Ľ��������ܺ�Ч�ʸ��õ�ͬ��;�豸���ϳ��֣�
��ʹԭ�����豸��“��ֵ”���͡�����ʽ�Ͽ���ǰ�߽�����ĥ�𣬺��߽�����ĥ��
B���豸ά������� �豸ά�ޱ��������ݰ�������������ࡢ�㲿�����ظ����ȣ�һ�㽫�豸ά�ޱ����������¡�
(a)�ճ����� ���Ƕ��豸����ࡢ��顢���͵��ⲿά�����ɲ�����Ա�е�������Ϊ���Ӱ������֮һ��
(b)һ������ ���豸�����㲿�����еļ�鱣����������ࡢ���豸�ֲ����ص�IJ�ж�������ȣ�һ����רְ������Աָ�����ɲ�����Ա�е���
(c)�������� ���豸�����ϸ�ļ������������������㲿�������豸�ľ��ȵȡ���רְ���������˳е���
(d)С�� ���ǹ�����*С�ľֲ���������ֻ���оֲ������������͵�����
(e)���� ����һ�ֹ������ϴ�ļƻ���������ˮ����������1—3��1�Σ����ݰ������������豸��Ҫ���֣���������豸������У����ʹ�豸�ܴﵽӦ�еļ�������
(f)���� ���ǹ�����*���һ�ּƻ��������������豸ȫ����塢��顢����������������*��������װ���µ������������豸�����������������ˢ��һ�㼸������ʮ��Ž���һ�Σ�����*(����)������ɡ�
C���豸�ļƻ�Ԥ���� �豸��ʹ�ù����У��㲿�����ؼ��������“ĥ��”����ͻ�Ӱ���豸�����ܡ�Ч�ʺͰ�ȫ���豸�����ƾ��Ǹ����豸��“ĥ��”���ɣ�ͨ���ճ������мƻ��ؽ��м�����������֤ʹ�豸������������״̬�Ĺ����ƶȡ�
�豸Ԥ���Ƶ���Ҫ���ݰ����ճ�ά�������ڼ��ͼƻ�ά�ޡ�
��ȷʹ�ü�ҩ�豸
Ϊ�˱�֤����Ч��������ʹ�ú��ֻ���ҩ����Ͷҩ�豸��Ӧע���������¼��㡣
�ٱ�֤���豸��������ã���ҩ���ij��㣻
�ڶ���У��Ͷҩ�豸�ļ���װ�ã��Ա�֤ҩ��Ͷ�������Ϲ���Ҫ��
�۳�ֱ�֤ҩ�����Ϲ���Ҫ�����������
�ܶ��ڼ���ԭ��ˮˮ�ʣ���֤Ͷҩ����Ӧˮ�ʱ仯�ͳ�ˮҪ��
�ݽ��Ӱ�ʱ�뽻�������ҩ�ء�Ͷҩ��Ũ�ȣ�
�������Ͷҩ��·����ֹ�ܵ���������ѣ���֤����ϵͳ�������У�
�߳��ֶ�������ʱ��Ӧ������ά�ޡ�
բ�š����ŵij������ϼ�����취
a.���ŵĹرռ�������취
��ԭ���йرռ�����ѡ��������·���ž����������ڷ��ã����������Ľ���ʹ�ܷ���Ѹ��ĥ�𡣽���취�Dz�����ԭ������ʵ����ϻ��·���Ų��������ڷ��á�
b���ܷ�Ȧ������
�ܷ�Ȧ��رռ�(�����뷧��)��ϲ�����ʱ��Ӧ�����ܷ�Ȧ�������뷧������Ƽӹ����������������б��������ʱӦ�������š������ʱ�����������ܷⲿ����������ʱӦ���ʵ������������š����Ű�װǰû�����ذ�װ��̣���û�кܺ�����������ǻ���۹��볾�����������к��������⡢������������е���ʣ������ܷ������л��ۡ����۵�ȱ�������Ź��ϡ�Ӧ���ϸ����ذ�װ��̣�ȷ����װ������
c.������й©��������װ���������ϣ�Ӧѡ����ȷ������װ���ϡ�
Ĥ���ﷴӦ�����ճ����
Ϊ��Ĥ������ȶ����У�����״̬�����ﴦ�����ȶ�������Ҫ����ʵ��������ʾ���ճ���顣
 ɨһɨ���ֻ����
ɨһɨ���ֻ����